|
Kezdőlap-Home
Page |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
III. évfolyam 1. szám
[HUN] - Magyar cikk
|
Nemfémes anyagok mechanikai anyagvizsgálatának tapasztalatai
Dr. Marosné dr.
Berkes Mária Kocsisné dr. Baán
Mária Miskolci Egyetem Mechanikai Technológiai Tanszék
1. Bevezetés Az anyag-felhasználási trendeket figyelemmel kísérve a nemfémes anyagok mind intenzívebb alkalmazásának vagyunk tanúi a mérnöki gyakorlatban. A fémes anyagaink mellett a polimerek, kerámiák szerkezeti és szerszámanyagként való megjelenését és fokozódó felhasználását az anyagtudomány, a korszerű anyagtechnológiák és anyagvizsgálati eszközök dinamikus fejlődése tette lehetővé. A fémektől eltérő tulajdonságaik közül a polimereknél elsősorban a kis sűrűség, a tömegre vonatkoztatott kimagasló fajlagos szilárdsági jellemzők, a jó vegyi ellenállás, a kiváló alakíthatóság és viszonylagos olcsóság, kerámiák esetén a nagy keménység, kopásállóság, a mechanikai tulajdonságok megőrzése a fémekhez képest jóval magasabb hőmérsékleten, a vegyszerekkel és korrózióval szembeni nagyfokú ellenállás, csak néhány kiragadott olyan tulajdonság, amely révén számos területen nemcsak a fémek helyettesítésére, de azokat felülmúló tulajdonságok biztosítására is alkalmasak. A Miskolci Egyetem Mechanikai Technológiai Tanszékének mind oktatási, mind kutatás tevékenységében egyre jelentősebb szerepet kap a nemfémes anyagokra vonatkozó legújabb anyagtudományi, anyagvizsgálati eredmények integrálása. Számos kutatási program, ipari megbízás jelzi a polimerek és kerámiák mérnöki alkalmazásával kapcsolatos gyakorlati kérdések megválaszolásának igényét. Míg a fémes anyagok területén tanszékünk több évtizedes hagyományokkal rendelkezik és e téren komoly hazai és nemzetközi elismertséget tudhat magáénak, addig a nemfémes anyagok témakörében az utóbbi években kezdődtek intenzívebb kutatások. Az e téren folyó munka rövid áttekintése után jelen cikkünkben a műszaki kerámiák és polimerek mechanikai anyagvizsgálata terén szerzett néhány legutóbbi tapasztalatunkról kívánunk beszámolni. 2. Nemfémes anyagokkal kapcsolatos anyagtudományi kutatások a Miskolci Egyetem Mechanikai Technológiai tanszékén A műanyagok vizsgálata területén az első lépések megtételét a 1970-es évek elején — az MTA Nehézgépészeti Akadémiai Munkaközössége által — beszerzett kisteljesítményű ultrahangos műanyaghegesztő berendezés jelentette. Ezen időszakhoz kötődik tanszékünkön a műanyagok hegesztésével kapcsolatos oktatás beindulása is. A műanyagok anyagvizsgálatára vonatkozó első jelentősebb kutatások a műszaki polimerek törési folyamatainak tanulmányozásával kezdődtek [1, 2]. A műanyagok ütésállóságának jellemzésére az utóbbi évtizedekben egyre elterjedtebb a különböző törésmechanikai módszerek és anyagjellemzők alkalmazása. Nagy terhelési sebesség esetén fokozottan jelentkeznek vizsgálattechnikai és kiértékelési problémák műanyagok esetén, ezért a dinamikus hatások gyakran elfedik a valós anyagi választ és a dinamikus törési szívósság meghatározásához kiegészítő méréstechnikák illetve különleges kiértékelési módszerek alkalmazása szükséges. Az elektro-emissziós méréstechnika egy új lehetőség a törési idő mérésére, amely alapján a dinamikus értékelés elvégezhető [3, 4]. A különböző dinamikus mérési és kiértékelési módszerek elemzése és összehasonlítása céljából különféle műanyagokon végeztünk műszerezett ütővizsgálatokat. A vizsgálati eredmények többféle műanyag esetén igazolták az elektro-emissziós méréstechnika alkalmazhatóságát és pontosságát a ridegtörés kezdetének regisztrálására [5, 6]. A polimerek mechanikai terhelésre adott válasza a viszkoelasztikus anyagi viselkedés miatt a fémekétől merőben eltér. Ennek figyelembe vétele a fémekhez szokott szakemberektől sok tekintetben újfajta szemléletmódot igényel. Emellett a műanyagok felhasználásával készült mérnöki szerkezetekre vonatkozóan jóval korlátozottabb üzemeltetési tapasztalatok állnak rendelkezésre. Gyakran maguk a gyártásra, üzemeltetésre vonatkozó előírások sem kielégítők, betartásuk esetén is előfordulhatnak nem várt meghibásodások. Kemény polietilén csövek hegesztett kötéseinek vizsgálatára vonatkozóan ipari megbízás keretében végzett kutatások során szereztünk tapasztalatokat [7]. Automatikus hegesztéssel készült hegvarratok tönkremenetelének okait kutatva több olyan anyagszerkezeti, technológiai és szabványügyi problémával találkoztunk, amelyek rámutattak, hogy az ilyen típusú csővezetékrendszerek integritásának biztosítása, élettartamának megbízható tervezése az anyagtechnológus, a tervezőmérnök, a gyártó, kivitelező és üzemeltető szakemberek munkájának az eddigieknél jóval szorosabb összehangolását igényli. Magyar-japán TéT projekt keretében fém-kerámia határfelületek mechanikai tulajdonságainak numerikus módszerekkel történő gyors meghatározása céljából a határfelületen lejátszódó mikro-mechanikai folyamatok véges elemes modellezésére alkalmas szakértői rendszer kidolgozására került sor [8]. A határréteg mechanikai tulajdonságai kiemelt szerepet játszanak a fémes alapanyag (Ni bázisú szuperötvözet) és a keramikus réteg közti megfelelő “hegedés” létrejöttében, amit a diffúziós és egyéb hőfolyamatok jelentősen befolyásolnak. A határréteg mikroszerkezetét két fő fázis alkotja: az alapfém, amelynek szerkezetét és tulajdonságait a réteg kialakulásának nagyhőmérsékletű folyamata jelentősen módosítja, valamint az alapfém és keramikus réteg reakciója során kialakuló intermetallikus részecskék. Ez utóbbiak tulajdonságait a diffúzió erősen befolyásolja. A mechanikai tulajdonságok az intermetallikus vegyületek mérete és morfológiája, valamint a hőciklus hatásának ismeretében mikro-mechanikai alapokon meghatározhatók [9, 10]. SiAlON kerámiák mechanikai tulajdonságainak vizsgálatára és kopási folyamatának tanulmányozására az MTA Műszaki Fizikai és Anyagtudományi Kutatóintézetével folynak közös kísérletek. A Si3N4 alapú kerámiák a nagy hőmérsékleten üzemelő mérnöki szerkezetekben alkalmazott keramikus anyagok egyik csúcstechnológiai képviselői, melyeknél a felületi tulajdonságok kiemelkedő fontosságúak. A kutatás jelenlegi iránya a törési szívósság meghatározásának megbízhatóságára, reprodukálhatóságára vonatkozó szisztematikus vizsgálatsorozatok mellett [11,12], a felületi tulajdonságok javítása érdekében alkalmazott ionimplantációval és IBAD technikával módosított felületi réteg mechanikai viselkedésének komplex jellemzése [13]. Ez utóbbi kérdéskörben a mikroszerkezet és a kopási folyamat sajátos kapcsolatának jellemzésére, a jelenleg ismeretlen kopási mechanizmusok feltárására, továbbá a kopási tulajdonságok javítását célzó felületkezelési technikák optimalizálására hazai és külföldi laboratóriumokban folytatott kopásvizsgálati, mikroszerkezet-vizsgálati és mechanikai anyagvizsgálati módszerekkel keresünk választ [14]. A Miskolci Egyetem Mechanikai Technológiai Tanszéke a fémes anyagok speciális hőkezelési eljárásainak sorába tartozó felületmódosító technológiák kutatása terén több évtizedes sikeres múltra tekinthet vissza, meghatározó jelentőségű kutatások kapcsolódnak tanszéki kollégáink tevékenységéhez a termodiffúziós eljárások terén. Ezt a hagyományt kiegészítve kezdődött meg a felülettechnológiák újszerű – különböző eljárások révén fémes alapanyagra felvitt nemfémes bevonatok előállításának, vizsgálatának, fejlesztésének kutatása. Elsőként a hegesztés technológiai megoldásaival rokon eljárások kerültek kipróbálásra, fejlesztésre: a 80-as évek elejétől ipari kutatásokhoz kapcsolódva vizsgáltuk különböző szerszámok élettartamnövelésének lehetőségeit felrakóhegesztés ill. szóróhegesztés technológiájának alkalmazásával [15, 16], megkülönböztetett figyelmet fordítva a por alakú, Co-bázisú kerámiákkal és ötvözetekkel létrehozott, nagy kopásállóságú, nagy hőmérsékletnek és/vagy korróziós körülményeknek ellenálló rétegek felszórására, a szórt rétegek tulajdonságainak és kötésszilárdságának meghatározására. [17]. A 90-es évek elejétől a felülettechnológiák (Surface Engineering) új, korszerű és komplex szemléletmódú interdiszciplináris megközelítése került előtérbe. Mind a tananyagfejlesztés, mind a kutatási lehetőségek eszközhátterének megteremtése szempontjából kiemelt jelentőséggel bírt egy nemzetközi, EU támogatású projekt (Tempus JEP 08066/94), melyben a Felülettechnológiák témakörére irányuló alprojektet Tanszékünk koordinálta, főbb külföldi partnereink a Birminghami Egyetem és a Freibergi Egyetem voltak. E program keretében keramikus bevonatok és rétegek mechanikai tulajdonságainak komplex jellemzésére alkalmas korszerű, egyedi karcvizsgáló berendezés került kifejlesztésre több egyetemi tanszék együttműködésében. E berendezés segítségével folytatott kutatásaink elsődleges céljai: széleskörű tapasztalatszerzés a vizsgálati módszer alkalmazhatóságáról, megbízhatóságáról és reprodukálhatóságáról, továbbá az alkalmazási lehetőségek szélesítése a különböző szubsztrát-felületi réteg párosítások vizsgálatára. A technológiai folyamatok konkrét ellenőrzési/vizsgálati célkitűzései mellett általános célkitűzésünk a bevonatolt rendszerek jellegzetes károsodási mechanizmusainak feltárása és kvantitatív jellemzése [18, 19]. A fáradásos repedésterjedés témakörében hangsúlyos kérdés a repedést, repedésszerű hibát tartalmazó, ismétlődő igénybevételű szerkezeti elemek (maradék) élettartamának meghatározása, illetve annak kézbentartása. Ehhez ismerni kell az adott anyag fáradásos repedésterjedésre érvényes tervezési görbéjét. A fémes anyagokra és hegesztett kötéseikre kidolgozott módszer [20, 21] nemfémes anyagra való adaptációját mutatja be a [22] és a [23] munka. A tervezési görbe a Paris-Erdogan modellre épül, a feszültségintenzitási tényező tartománya közelében figyelembe veszi az aszimmetria tényező befolyásoló hatását, a ciklikus törési szívósság helyett pedig lehetőség van a (kvázistatikus) törési szívósság alkalmazására. A közlemények bemutatják a Paris-Erdogan összefüggés két állandójának kapcsolatát is, különböző nemfémes anyagokra. A fenti kutatások közül jelen cikkben részletesen ismertetésre kerülő témakörök az alábbiak · kemény polietilén hegesztett kötések vizsgálati tapasztalatai; · Si3N4 alapú kerámiák mechanikai tulajdonságainak elemzése és meghatározása; · vékony rétegek és bevonatok felhasználói tulajdonságainak vizsgálata karcvizsgáló berendezéssel. Az e területeken szerzett tapasztalataink a tanszék oktatási-kutatási profiljának bővítése mellett hasznos adalékul szolgálhatnak a nemfémes anyagok műszaki alkalmazásában érdekelt szakembereknek aktuális ipari problémák megoldása során. 3. Vizsgálati tapasztalatok 3.1. Nagy sűrűségű polietilén csővezetéki rendszerek hegesztett kötéseinek vizsgálata Lakossági ivóvízellátó rendszer rekonstrukciós munkái során nagysűrűségű polietilén csővezeték hegtoldatos karima/cső csatlakozásainál a hegesztett kötések üzemelés során felszakadtak, eltörtek. A kemény polietilén (KPE) csövek és idomok tompavarratai hevítőelemes automata berendezésen, rutinszerűen készülnek, így az előírt minőségű anyagok hegesztésekor megfelelő hegesztett kötés létesül. Mivel az összehegesztett darabok minőségi bizonylatai alapján az anyagminőség nem volt egyértelműen megállapítható, ezért a feltárt hibák okainak keresésekor— a hegesztés- és szereléstechnológiai műveletek helyességének ellenőrzésén kívül — az összehegesztendő darabok geometriai és anyagminőségi jellemzőinek vizsgálatára is sor került [7] . Az alábbiakban a KPE csövek anyagminőségének a hegeszthetőségre gyakorolt hatásával összefüggő fizikai, mechanikai és geometriai vizsgálatok eredményeiről számolunk be. Műanyagból készült szerkezeti elemek hegesztésekor az azonos típusú, például kemény polietilén anyagok eltérő minőségi osztályt és ebből eredően eltérő fizikai, mechanikai tulajdonságot képviselhetnek. Ezen anyagok hegeszthetőségére vonatkozó jelenlegi hazai szabványelőírások (MSZ 7908/1-84) a DSC — Differential Scanning Calorimetry — vizsgálattal mért olvadáspontok megengedett relatív eltérését 2.5 ° C-ban határozzák meg. Ezen feltétel teljesülésekor az összehegesztendő darabokat „jól hegeszthető”-nek minősítik. A vizsgált összehegesztett elempárok a fenti követelményt kielégítették.Az ugyanezen vizsgálattal meghatározott kristályosság mértéke sem mutatott számottevő eltérést a két elem anyagára vonatkozóan. A fenti megállapítások ellenére a DSC görbék alapján következtetni lehetett a két anyag szerkezetbeli eltéréseire. Emellett a hegesztett kötéseken megfigyelt varratgeometriai hibák (aszimmetrikus varratgallér, egyoldali ráfolyás, …, stb.) is arra utaltak, hogy az összehegesztett darabok eltérő folyási viselkedésű anyagból készültek. Ennek tisztázására folyási mutatószám — MLMI — meghatározást (MSZ ISO 1133) és sűrűségvizsgálatot (MSZ ISO 1183) végeztünk, amely alapján a termékek anyagának minőségi osztálya megadható volt Az 1. táblázatban szereplő szerkezeti elemek minősége csak az 1 jelű hegesztett kötés esetén tért el (PE80 ill. PE100 volt), ugyanakkor a folyási mutatószámok mind a három elempárnál jelentős eltérést mutattak. Az 1a/1b daraboknál a folyási index több mint négyszeres, míg a 2a/2b, illetve A 3a/3b jelű daraboknál több mint kétszeres eltérése tapasztalható. Ebből következik, hogy az összehegesztendő darabok viszkozitása a hegesztés hőmérsékletén jelentősen eltért, aminek következményeként nemcsak a kimutatott varratgeometriai hibák jöhettek létre, hanem, más olyan anyagszerkezeti változás is bekövetkezhetett,, amelyek miatt a kötésnél ill. annak környezetében az anyag teherbíró képessége gyengült. 1. táblázat A vizsgált szerkezeti elemekanyagánakjellemzői
Az alapanyagokból és a tönkrement hegesztett kötéseket tartalmazó darabok épen maradt részeiből kimunkált próbatesteken a hegesztett kötés jóságának megítélése céljából szakítóvizsgálatot végeztünk. Az eltérő (PE80/PE100) anyagpárosítású hegesztett kötések szilárdsága átlagosan 15%-kal volt kisebb, mint a PE100/PE100 anyagpárosítású kötéseké, ill. a PE100 minőségű alapanyagé. Itt kell megjegyezni, hogy a szilárdsági mérőszámok a műanyagok reológiai viselkedését jellemző rendkívül sok befolyásoló tényező miatt a fémektől eltérően méretezési alapadatként nem használatos mechanikai tulajdonságok. A szakítás közben megfigyelhető jellemző anyagi viselkedést az 1. ábra illusztrálja.
1. ábra. D315 mm névleges átmérőjű KPE cső (1b jelű elem) és hegtoldatos karima (1a jelű elem) hegesztett kötése szakítóvizsgálat egymást követő fázisaiban (Miskolci Egyetem, Mechanikai Technológiai Tanszék Anyagvizsgáló laboratóriuma)
Az eltérő anyagpárosítású hegesztett kötéseknél ép kötés esetén a varrat két oldalán az alakváltozás erősen aszimmetrikus volt: a gyengébb minőségű, azaz PE80-as anyagú oldal számottevően nagyobb nyúlása mellett szakadt el a próbatest. A vizsgálati darabokon a törés gyakran a varratgallér alól kiinduló repedés keletkezésével és terjedésével következett be és nem érintette a hegesztési “csont”-ot. Ilyenkor a kötés megfelelő szilárdságúnak mutatkozott. Ugyanezen anyagpárosításnál. előfordult a kötés ridegtörésével bekövetkező szakadás is, melynek oka feltehetően egy összeolvadási hibából kiinduló repedés terjedése volt. A ridegen tört felület fénylően sima volt. A fémektől eltérő, szemcséket nem tartalmazó szerkezet miatt utólagos felismerése igen bizonytalan. Az összeolvadási hiba meglétére utaló tényező volt, hogy a törés a terhelőerő mérhető növekedése és az alakváltozás megkezdődése előtt következett be.A fentieken túl a hegtoldatos kötőgyűrűk geometriai méretei sok esetben eltértek a szabványos értéktől. A megállapított geometriai hibák számos — a szerelhetőséget és hegeszthetőséget akadályozó — problémát okoztak.
A műanyag szerkezetek megbízható üzemeltetéséhez ma még nem rendelkezünk a fémszerkezetekhez hasonló széleskörű és kellő számú üzemi tapasztalattal. A hegesztett kötéseket tartalmazó nagysűrűségű polietilénből készült vízvezetékrendszer bemutatott meghibásodásai arra hívják fel a figyelmet, hogy a biztonságos üzemeltetéshez nem minden esetben elegendő az érvényben lévő szabványelőírások betartása. A nagy sűrűségű PE csövek hegesztési tapasztalatai azt mutatják, hogy a hegeszthetőségre vonatkozó jelenlegi szabványelőírások nem kielégítőek, így jelentősen eltérő folyási mutatószámok esetén a különböző minőségi osztályú darabok automata eljárással nem, vagy csak igen nagy körültekintéssel hegeszthetők megfelelően. A szabványelőírások tapasztalt hiányosságainak meglétére és a módosítások szükségességére utal az a tény is, hogy a műanyag csövek és csőidomok fentiekben hivatkozott hegeszthetőségi szabványainak átalakítása, a gyakorlati igényeknek jobban megfelelő előírások kidolgozása már folyamatban van.
3.2. Si3N4 alapú kerámiák törési szívósságának és kopási viselkedésének tanulmányozása 3.2.1. A. Si3N4 alapú kerámiák legfontosabb mechanikai tulajdonságai A műszaki kerámiák (Al2O3, Si3N4, SiC, ZrO2, TiC, TiN, B4C, stb.) szerkezetükből adódóan a fémekhez képest igen kemény, kopásálló, ugyanakkor rideg, azaz dinamikus igénybevételek elviselésére csak korlátozottan alkalmas anyagok. A Si3N4 alapú kerámiák és többfázisú, szilárd oldatos változataik, a SiAlON-ok legvonzóbb tulajdonsága, hogy egyidejűleg mutatnak kedvező szívósági mérőszámokat és magas szilárdsági (hajlítószilárdsági) jellemzőket [24]. A szilícium-nitrid hajlítószilárdsága 500-900 MPa-t, keménysége 15-18 GPa-t is elér, mechanikai tulajdonságai nagy hőmérsékleten is megmaradnak. Alkalmazása rendkívül széleskörű, használatos szerkezeti és szerszámanyagként, pl. motoralkatrészek, turbinalapátok, fémalakító szerszámok, húzógyűrűk, stb. készülnek belőlük. Az említett felhasználásokban a fellépő mechanikai igénybevételek miatt az egyik legfontosabb elvárás a kedvező szívósság és szilárdság mellett a nagy hőmérsékleten is megmaradó kopásállóság biztosítása. Mechanikai vizsgálatuk során leggyakrabban az alábbi tulajdonságok meghatározására kerül sor: · Keménység · Törési szívósság · Hajlítószilárdság, Weibull modulus · Rugalmassági modulus · Tribológiai jellemzők · Hősokkállóság A fenti jellemzők közül Si3N4 alapú kerámiákon végzett mikrokeménység, törési szívósság vizsgálatára vonatkozó eddigi tapasztalataink mellett röviden szeretnénk beszámolni a Si3N4 tribológiai viselkedésének tanulmányozása kapcsán megkezdett kutatásainkról.
3.2.2. Mikrokeménység mérés Si3N4 alapú kerámiákon A mikrokeménység meghatározására vonatkozó vizsgálataink elsődleges célja tapasztalatszerzés, a keramikus anyagon mért értékek megbízhatóságának meghatározása, továbbá annak ellenőrzése, hogy a tanszékünkön található mikrokeménység mérő berendezés alkalmas-e a műszaki kerámiáknál elterjedten használt Vickers lenyomatos törési szívósság meghatározására. Ennek céljából méréseinket az MTA Műszaki Fizikai és Anyagtudományi Kutató Intézetében gyártott és előkészített próbákon végeztük, majd eredményeinket összehasonlítottuk az említett intézet hasonló módon mért értékeivel. A próbatestek meleg izosztatikus sajtolással készült Si3N4 alapú, különböző összetételű (ld. 2. táblázat), 5x4,5x50 mm méretű hasábok voltak. A köszörült és polírozott felületű vizsgálati próbatesteket a diffúz fényszóródás csökkentése érdekében mérés előtt vákuumgőzöléssel aranyréteggel vontuk be. A méréseket MITUTOYO típusú mikroVickers keménységmérő berendezésen, 9,8N terhelőerővel és 10sec terhelési idővel végeztük. Próbatestenként 15-15 lenyomatot készítettünk. A mérési eredmények statisztikai jellemzőit a 2. táblázat foglalja össze. 2. táblázat. A keménységméréshez használt próbatestek összetétele és mért átlagos keménysége
A vizsgált próbatestek a 2. táblázat szerinti különböző mennyiségű a és b fázisokat tartalmaztak. Szakirodalmi adatok szerint a tiszta a fázisú SiAlON keménysége 17 GPa, a tiszta b fázisé 15 GPa [25]. A mért legkisebb, 15,07 GPa keménységet a legnagyobb b fázis tartalmú, 12650 jelű próbán mértük, míg a legnagyobb mért érték, 17,55 GPa a nagyobb a fázis tartalmú, 12518 jelű próbánál fordult elő. Itt kell megjegyezni, hogy keramikus szakmai körökben a keménység értékének elterjedten használt egysége a GPa. (Hagyományos Vickers mérőszámra átszámítva: 1GPa = HV 98,1).
A mikrokeménység mérés legfontosabb tapasztalatai az alábbiak voltak: · Mérési eredményeink mind az irodalomban publikált, mind a kontroll laboratóriumban mért eredményekkel összhangban vannak. Ez utóbbiak P=20 N terhelőerővel végzett vizsgálatokra vonatkoznak, amely tartományban a mikrokeménység mérés terhelőerő függése már elhanyagolható. · A mérési eredmények variancia együtthatója 1,63 és 7,1 % között változott. Ez az érték a mérés rendszeres és véletlenszerű hibái mellett az anyag inhomogenitását is magában foglalja.A 23144 jelű próba b kristály tartalma nem volt ismeretes. A keménységmérési adatok birtokában lineáris interpolációval ezen próbatest b tartalma első közelítésben ~ 70,5 %-ra becsülhető. · A választott 9, 8N-os terhelőerő mellett (amely a gépen megvalósítható maximális terhelés) az esetek döntő részében a lenyomat sarkaiból kiinduló repedések keletkeztek. Ezek mérhető (13-18mm) nagyságúak voltak. Mindezek alapján a berendezés alkalmas arra, hogy az adott keramikus anyagon Vickers lenyomatos törési szívósság vizsgálatokat is végezzünk.
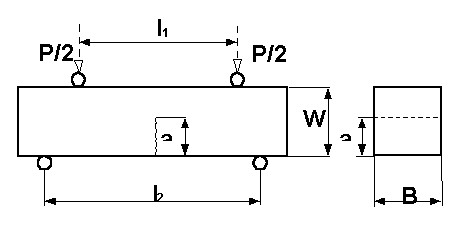
3.2.3. Si3N4 kerámiák törési szívósságának vizsgálata A mérnöki gyakorlatban a kerámiák törési szívósságának meghatározására különféle módszerek terjedtek el. A legelső vizsgálatok a fémekre kidolgozott módszerek kerámiákra adaptált változatai voltak. Ezek közül a legismertebbek az “Egyoldalon Berepesztett Tartó Vizsgálata” (Single Edge Pre-cracked Beam Test (SEPB)), a “Kettős Konzolos Tartó Vizsgálata” (Double Cantilever Beam Test (DCB)), az ”Egyoldalon Bemetszett Tartó Vizsgálata” Single Edge Notched Beam Test (SENB), és a “Chevron-bemetszésű tartó vizsgálata (Chevron-Notched Beam Test (CNB) (2a. –2d. ábra). Ezen vizsgálatok hátránya azonban, hogy az alkalmazott próbatestek megmunkálása, valamint a mérésekhez szükséges berendezésekkel szembeni kívánalmak miatt jelentős költség- és időráfordítást igényelnek.
2. ábra A törési szívósság meghatározásának kerámiáknál alkalmazott jellegzetes módszerei
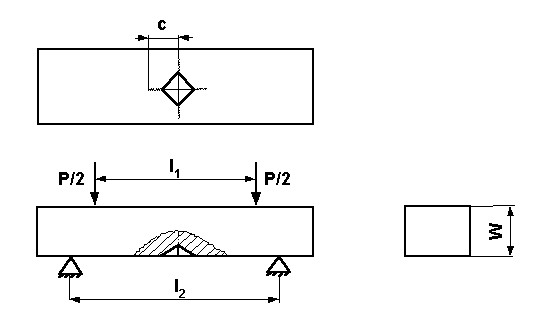
A keramikus anyagokra eddig kidolgozott több tucat vizsgálati módszer is jelzi a reprodukálható anyagjellemző meghatározásának igényét, valamint a technikailag gazdaságosan kivitelezhető vizsgálati módszer egyidejű megvalósítására irányuló törekvéseket. Egyszerűbb és az utóbbi időben elterjedtebb módszerek a “Vickers Lenyomatos Szilárdsági Vizsgálat” (Vickers Indentation Strength Bend Test (VISB) (2e. ábra) és a “Vickers Lenyomatos Törési Szívósság Vizsgálat” (Vickers Indentation Toughness Test (VIT) [36, 37] (3. ábra). Ez utóbbi előnye a többi vizsgálattal szemben, hogy a vizsgálati darab és annak előkészítése jóval egyszerűbb, a szerszám és a berendezés szabványos, ezáltal a mérési eredmények reprodukálhatósága és összehasonlíthatósága javul, továbbá a repedéshossz mérése az esetek többségében optikai módszerekkel is kielégítő pontosságú. A Vickers lenyomatos törési szívósság vizsgálattal meghatározott anyagi mérőszám értékét azonban számos tényező befolyásolja [38]. Ezek közül az egyik legkritikusabb a repedéshossz mérés pontossága. A hazánkban szabványosítás előtt álló gyors, és költségtakarékos eljárás reprodukálhatóságának, megbízhatóságának vizsgálatára tanszékünkön összehasonlító méréseket végeztünk a repedéshossz optikai és scanning elektronmikroszkópos meghatározásával [39]. A repedéshossz mérésre vonatkozó tapasztalatainkat és annak hatását a törési szívósság értékére az alábbiakban ismertetjük. A Vickers lenyomatos törési szívósság meghatározása A Vickers lenyomatos törési szívósság vizsgálat során akkora terhelőerővel — műszaki kerámiáknál jellemzően P = 10 – 100 N-nal — készítünk lenyomatot, hogy a határozott kontúrú lenyomat sarkaiban repedések alakuljanak ki. Az így készített lenyomat geometriáját a 3. ábra szemlélteti. A vizsgálat során mért geometriai jellemzők, egyrészt a Vickers lenyomat d1 és d2 átlói, másrészt a 2c1 és 2c2 teljes repedéshosszak. A c ún. felületi radiális repedés a felületi feszültségállapotára jellemző mérőszám, így megfelelő modell segítségével a törési szívósság számítására alkalmas jellemző.
3. ábra a) A próbatest és a létrejött repedés geometriája; b) A mért geometriai jellemzők Vickers lenyomatos törési szívósság vizsgálat során A vizsgált keramikus anyag viselkedésétől függően a létrejövő repedés-rendszer geometriáját kétféle modellel szokás jellemezni [40]. Rideg kerámiákra (például Al2O3, üveg) a 4. ábra a) részlete szerinti ún. “medián” (halfpenny) repedéskép kialakulása jellemző, míg szívós kerámiák esetén (például Si3N4, ZrO2) a 4. ábra b) részletén bemutatott ún. “Palmqvist” típusú repedési modellel írható le legjobban a repedési rendszer.
3. ábra. Repedéskép modellek kerámiák törési szívósságának meghatározásához
A kialakuló repedésképtől függően a Kc törési szívósságot különféle empirikus összefüggések alapján becsüljük, amelyek “félpenny” típusú repedés esetén a
alakban írhatók [29], ahol k1, p1, m és n állandók, E a rugalmassági modulus, HV a Vickers keménység, F a terhelőerő, a a Vickers lenyomat félátlója, c pedig a felületi radiális repedés átlagos hossza, azaz
Palmqvist típusú repedés esetén a
alakú összefüggéseket használjuk, ahol k2 és p2 állandók, l pedig az ún. Palmqvist repedéshossz. A Kc törési szívósság megbízhatóságát számos tényező befolyásolja. Ezek közül a legfontosabbak az egyensúlyi repedéshossz nagysága, a repedéshossz-mérés pontossága, a terhelőerő és a kiértékelő összefüggés alakja, fizikai tartalma. Az egyensúlyi repedéshossz nagyságát befolyásoló legfontosabb tényezők az alábbiak [30]:
a felület alatti keresztirányú repedések keletkezése és terjedése, a környező közeg által kiváltott utólagos repedésterj az anyag mikroszerkezete (pórusok, szemcsehatárok, a szemcse- és lenyomat méretének aránya), a lenyomattal szomszédos lenyomatok és a szabad felületek rugalmas-képlékeny feszültség mezeje. Mivel vizsgálataink célja a repedéshossz mérés pontosságának a törési szívósság értékére gyakorolt hatásának, valamint a kiértékelő modellek megbízhatóságának vizsgálata, ezért a méréseknek ezen befolyásoló tényezőktől függetlennek kellett lennie, mely körülményeket szakirodalmi utalások, továbbá ellenőrző mérések alapján elhanyagolhatónak tekintettünk. 4.3.2. Vizsgálati körülmények A vizsgált próbák anyaga és előkészítése megegyezett a 4.2. pontban megadott 23144 jelű próbákéval . A Vickers lenyomatokat szintén ezen. pontban leírtak szerint készítettük. Sorozatmérés keretében készült nagyszámú lenyomat közül 15-öt kiválasztva a d1, d2 Vickers átlók és a 2c1, és 2c2 felületi radiális repedések hosszát optikai mikroszkóp és scanning elektronmikroszkóp segítségével olvastuk le. A kapott lenyomat képeket a 4. ábra illusztrálja.
4. ábra. A kialakult lenyomat- és repedéskép (a) optikai mikroszkópos (OM) képe N=400x-os nagyításban, (b) SEM felvétele N=1700x-os eredeti nagyításban (ME, Mechanikai Technológiai Tanszék)
4.3.3. A repedéshossz mérés pontossága optikai és scanning elektronmikroszkópos vizsgálatok során A repedéshossz-mérés pontosságát alapvetően a mérési eljárás határozza meg. Ez leggyakrabban az általunk is alkalmazott optikai mikroszkópos (OM) vagy scanning elektronmikroszkópos (SEM) vizsgálattal történik. Összehasonlítva a két technikát az OM módszer előnye, hogy egyszerűbb, gyorsabb és kevésbé költséges, hátránya, hogy a felbontóképesség gyengébb és a repedés láthatóvá tétele kedvezőtlenebb. A SEM vizsgálatoknál a felbontás jobb, a repedéshossz-mérés sokkal pontosabb, viszont ez a módszer jóval költség- és időigényesebb. A mért a d1, d2, 2c1, és 2c2 adatokból kiszámítottuk a törési szívósság meghatározásához szükséges jellemzőket, az a = d/2 félátló értékeket, az l Palmqvist repedéshosszakat, valamint a Vickers keménység értékeket, továbbá ezek statisztikai jellemzőit (átlag, szórás, variancia együttható). A kapott eredményeket a 3. táblázat közli. 3. táblázat. A mért repedéshosszak statisztikai jellemzői
Következtetések : A mért repedéshosszak a nagyítás növelésével növekednek. A 866x ill.1700x-os nagyítású SEM méréseknél átlagosan 11 ill. 18%-kal kaptunk nagyobb eredményeket az optikai mikroszkópos eredményekhez képest. A mért repedéshosszak az (1) és (3) összefüggések értelmében befolyásolják a törési szívósság mért értékeit. Hatásukat a következő pont tárgyalja. A SEM méréstechnikával meghatározott Vickers lenyomat átlók mérete rendre kisebb, szórásuk és variancia együtthatójuk pedig nagyobb volt, mint az OM módszerrel kapott értékek. A kisebb lenyomatátlók oka, hogy SEM mérésnél egyértelműbben kijelölhetők a lenyomat szélei, sarkai, míg OM használatakor a lenyomat szélén felgyűrődött aranyréteg alkotta árnyék, - amely a SEM mérésnél fényes kontúrt alkot -, nem különíthető el egyértelműen a szintén sötét színű lenyomattól. A nagyobb szórások és variancia együtthatók okai között valószínűleg szerepet játszott, hogy míg optikai mikroszkópos méréskor a repedés hosszát két párhuzamos vonal távolságával definiáltuk, A fentiek eredményeként a SEM vizsgálattal meghatározott Vickers keménységértékek a rövidebb lenyomat átló értékeknek megfelelően nagyobbak voltak. 4.3.4. Vickers lenyomatos törési szívósság megbízhatósága A Si3N4 kerámiák törési szívóssága a szívós kerámiákra kidolgozott (3) alakú összefüggések alapján becsülhető. Számításainkhoz az irodalomban található alábbi három modellt [28] használtuk:
Az E Young modulus értékét irodalmi adatok alapján 300 GPa-nak vettük [31, 32]. A terhelőerő értéke P=9,81 N volt, az a, l, c, illetve HV értékeket a 3. Táblázat tartalmazza. Az OM N=400x-os, ill. a SEM N=1700x-os nagyításhoz tartozó adatok felhasználásával a fenti három modell alapján számított KC törési szívósságok átlagértékeit, szórását és variancia együtthatóját a 4. táblázat foglalja össze. 4. táblázat. A különböző modellek alapján számított törési szívósságok statisztikai jellemzői
Megállapítások:
Következtetések
A repedéshossz mérésének optikai, ill. scanning elektronmikroszkópos vizsgálata alapján beigazolódott, hogy a SEM technikával mért repedések rendre hosszabbak az optikai mikroszkópos mérésekhez képest. A kétféle technika közötti relatív eltérést jól jellemzi a Palmqvist repedéshosszak relatív eltérése, azaz az (lSEM-lOM)/ lOM arány, amely az adott anyag és vizsgálati körülmények esetén 18% volt. Kicsiny terhelések esetén, mint amilyen az alkalmazott 10N-os terhelés, az optikai mikroszkóppal történő repedéshossz mérés a meghatározott törési szívósságok értékének túlbecsléséhez vezethet amiatt, hogy a mért repedéshosszak a valóságosnál rövidebbek. Ez a probléma kevésbé érvényesül a nagyobb terhelőerőkkel végzett vizsgálatoknál, amikor az adott méréstechnikára jellemző hiba a terhelés hatására létrejött nagyobb repedésméretekhez képest kisebb relatív hibát okoz a szá Kicsiny terhelőerők esetén megbízhatóbb anyagi mérőszám biztosítható, ha a repedéshosszakat SEM technikával mérjük. A SEM módszer esetén a nagyobb repedéshosszak magyarázata alapvetően a jobb felbontóképesség, ugyanakkor ezt a hatást a jelen vizsgálat során, a repedések végpontjainak kijelölésére használt módszer kedvezőtlenül befolyásolhatta. A kiszámított KC értékek megbízhatóságát a repedéshossz mérés pontossága számottevően befolyásolja, ugyanakkor ezen hatás érvényesülése függ attól, hogy a törési szívósság kiszámítására mely becslő modellt alkalmazzuk. A törési szívósság értékét a repedéshossz mérés pontatlansága a legkevésbé a Niihara, Morena, és Hasselman modell használatakor befolyásolta.
5. SiAlON kerámiák tribológiai viselkedésének vizsgálata Fémes anyagok kopási folyamatára általában jellemző, hogy az anyag keménységének növekedésével javul a kopásállóság. A SiAlON kerámiáknál szakirodalmi utalások találhatók arra vonatkozóan, hogy a szívós, de kisebb keménységű b fázis tartalom növekedésével — azaz a nagyobb keménységű a fázis tartalom csökkenésekor — a kopásállóság javul. A sajátos kopási viselkedés magyarázatára vonatkozó szakirodalom igen korlátozott.Vizsgálataink alapvető célja a Si 3N4 kerámiák tribológiai viselkedésének tanulmányozása, az anyagszerkezet és a kopási mechanizmus kapcsolatának feltárása. Ennek során vizsgálatok folynak arra vonatkozólag, hogy egyes felületkezelési módszerek hogyan befolyásolják a kopási tulajdonságokat. A közelmúltban megkezdett kísérletsorozat részeként történtek:
A nagyszámú kísérleti eredmények feldolgozása folyamatban van. Az ionimplantációnak a felületi réteg mikroszerkezetére gyakorolt hatását vizsgálva készült transzmissziós elektronmikroszkópi felvételt mutat be az 5. ábra. A felvételen jól látható, hogy a felülettől kb. 500 nm mélységben kialakult egy kb. 100 nm vastagságú amorf tartomány.
6. ábra. Amorf fázis kialakulása Si3N4 kerámia felületi rétegében ionimplantáció hatására. (Transzmissziós elektronmikroszkópos felvétel, N=66000x, AMTT Research Center, Austria, [14]) A kutatások további iránya a folyamatot kontrolláló kopási mechanizmusok feltérképezése és azok anyagszerkezeti összefüggéseinek megértése. A téma a vonatkozó szakismeretek és irodalmi publikációk hiányossága miatt nagy érdeklődésre számot tartó, napjainkban intenzíven kutatott terület.
6. Bevonatolt rendszerek felhasználói tulajdonságai és vizsgálatuk A felülettechnológiák általánosságban két csoportra oszthatók: felületmódosító és bevonatoló eljárásokra. Ez utóbbi kategóriába tartozó eljárások célja – s ennek megfelelően az alkalmazandó technológiai eljárás és anyagpárosítás is – rendkívül sokféle lehet, így például a kopásállóság, korrózióállóság, hőállóság fokozása, esztétikai követelm ények kielégítése, vagy biológiai kompatibilitás biztosítása, stb. Az egyik legelterjedtebb, legközismertebb alkalmazási területként a fémes anyagok bevonatolása terén a szerszámanyagok élettartamnövelése említhető: néhány μm vastagságú, nagy keménységű keramikus rétegek hozhatók létre szokásosan PVD (Physical Vapour Deposition) vagy CVD (Chemical Vapour Deposition) eljárással a kopásállóság fokozásának céljával.A szubsztrát és a felületi réteg alkotta összetett rendszer viselkedését, felhasználói tulajdonságait számos tényező befolyásolja [ 33] – ezekről ad áttekintést a 7. ábra. Aligha szorul magyarázatra, hogy az ábrán felsorolt tulajdonságok között kulcsfontosságú szerepe van az adhéziós kötés erősségének. Minimális követelménynek kell tekintenünk, hogy a felületi réteg az igénybevétel során ne pattogjon le a felületről, az adott terhelési körülmények között az alkatrész, szerszám teljes élettartamának időszakában a bevonati réteg képes legyen biztosítani az elvárt tulajdonságokat és kedvező hatásokat, pl. bevonatolt szerszámok esetén növelt forgácsolási sebesség, kisebb forgácsolóerő és forgácsolási hőmérséklet. Elengedhetetlenül szükség van ezért egy olyan, lehetőleg egyszerű, gyors és megbízható vizsgálati módszerre, amely az adhéziós kötés erősségének kvantitatív meghatározása révén lehetőséget nyújt az anyagpárosítás, az eljárás és annak technológiai paraméterei, illetve egyéb, az adhéziós kötést befolyásoló tényezők elemzésére, hatásuk ismeretében a tulajdonságkombinációk és a gyártástechnológia optimalizálására.
7. ábra Bevonatolt rendszerek felhasználói tulajdonságokat befolyásoló tényezői 6.1. Adhéziós kötés erősségének mérése karcvizsgálattal A bevonatok adhéziós kötéserősségének meghatározására számos hagyományos, szabványosított módszer áll rendelkezésre, többségük azonban csak gyenge adhéziós kötések vizsgálatára alkalmas. A korszerű PVD/CVD eljárások térnyerésével, a nagy adhéziós kötéserősségű felületi rétegek mind elterjedtebb alkalmazásával azonban szükségessé vált olyan, viszonylag egyszerű, összehasonlító vizsgálat végzésére alkalmas módszer kifejlesz tése, mellyel a nagy adhéziós szilárdságú rétegek kötéserőssége vizsgálható [34]. Az e célra kifejlesztett eljárások közül a legelterjedtebben alkalmazott vizsgálati módszer, a karcvizsgálat alapelve rendkívül egyszerű: ismert – karcról karcra lépcsőzetesen növelt, állandó, vagy egy karcolási folyamaton belül folyamatosan növekvő - erővel a vizsgálandó felületbe nyomunk egy szúrószerszámot, miközben a próbatest és a szúrószerszám folyamatosan, lineárisan elmozdul egymáshoz képest. Szúrószerszámként praktikus okokból többnyire egy Rockwell C keménységmérő gyémánt szúrószerszámát szokás alkalmazni, 120º-os kúpszöggel, 200 m m lekerekítési sugarú heggyel.Az így létrehozott karc morfológiai vizsgálatával – fénymikroszkóp vagy SEM segítségével – információk nyerhetők a károsodás jellegéről, meghatározható egy kritikus mértékű károsodást előidéző erő értéke. Az adhéziós kötés kvantitatív jellemzőjeként meghatározandó kritikus erő Lc definiálása azonban - a károsodási mechanizmusok összetettsége [35, 36] miatt – nem egyszerű feladat. A korszerű berendezéseket azonban érzékeny detektáló műszerekkel — akusztikus emissziós vagy súrlódási együttható mérésére alkalmas érzékelővel — egészítik ki, felismervén, hogy a kritikus tönkremenetel jól detektálható a bevonatban keletkező repedések keltette zaj vagy a szúrószerszám és a felület közötti tangenciális súrlódó erőben bekövetkező változás regisztrálásával. További, a vizsgálati módszer alkalmazási körének bővítését és a mérés reprodukálhatóságának javítását célzó fejlesztési irányzat a berendezés összeépítése in-situ megfigyelésre alkalmas eszközökkel (SEM, videokamera) illetve a mérés és adatgyűjtés PC-vel megvalósított vezérlése, automatizálása. Az alkalmazási kör kiszélesítését jelenti az a lehetőség is, melynek révén bizonyos berendezések ismétlődő, reverzáló mozgatásra alkalmasak lévén, súrlódási viszonyok mérésére és koptatóvizsgálatok céljára is használhatóak. A Miskolci Egyetem Mechanikai Technológiai Tanszékén a már említett TEMPUS projekt keretén belül alkalmunk volt nemcsak megismerni külföldi partnereinknél ezt a vizsgálati technikát, de a projekt pénzügyi támogatásával, több egyetemi tanszék szakértőinek bevonásával saját fejlesztésben ki is fejleszthettük a karcvizsgáló berendezést [19]. A 8. ábrán bemutatott készülék 2 - 200 N erő-tartományban állandó, illetve folyamatosan növekvő terhelés melletti karcvizsgálatok végzésére alkalmas. A mérés során a súrlódási együttható változásának detektálására és regisztrálására van lehetőségünk, egy PC-re kifejlesztett mérési adatgyűjtő és feldolgozó rendszer segítségével. Berendezésünkkel a szerszám reverzáló mozgatása is megoldható, így megfelelő szerszám alkalmazásával a koptató igénybevétel hatásának vizsgálata is megvalósítható. A morfológiai vizsgálatok azonnali elvégzésére a berendezéssel egybeépített Citoval Zeiss sztereo-mikroszkóp szolgál, mely makro-fotók készítését is lehetővé teszi.
8. ábra Az SP 11 típusú, saját fejlesztésben kiépített karcvizsgáló berendezés
6.2 A karcvizsgálat eredményeit befolyásoló tényezők, a mérési eredmények megbízhatósága Berendezésünk segítségével közvetlen összehasonlításra alkalmas információkat nyerhetünk különböző bevonatolt rendszerek károsodási mechanizmusát és a károsodást előidéző kritikus erő-értékek meghatározását tekintve. A szakirodalomból ismeretesek olyan összefüggések, melyek segítségével a kritikus erő és további vizsgálati paraméterek illetve anyagjellemzők (pl. a szúrószerszám geometriája, a szubsztrát keménysége, a rugalmassági modulusz) segítségével számszerű adatot nyerhetünk az adhéziós kötés szilárdsági értékére [37], az ún. tapadószilárdsági értékre. Tekintettel azonban a vizsgálattechnikai nehézségekre, amelyek a rendkívül vékony, néhány μm-nyi réteg vizsgálatával összefüggésben fellépnek, mindenképp kellő kritikával és fenntartásokkal kell kezelnünk a réteg tapadószilárdságára vonatkozó számszerű értékek fizikai tartalmának egzaktságát. Mérési eredményeink megbízhatósága, reprodukálhatósága nemcsak a vizsgálati technika korlátait tükrözi, hanem a károsodási folyamatok összetettségéből eredően, a befolyásoló paraméterek és tényezők megfelelő kiválasztásával is összefüggenek. A vizsgálati módszer újszerűségéből is következően ma még nem léteznek olyan szabvány előírások, amelyek megakadályoznák az ebből eredő hibák előfordulását – számos publikáció foglalkozik az alábbiakban rendszerezetten felsorolt befolyásoló tényezők hatásainak elemzésével és szabványosítási ajánlások megfogalmazásával [38, 39]: Belső tényezők - vagyis a vizsgálat körülményeitől függő, a berendezést működtető szakember által megválasztható, beállítható paraméterek: a karcolás sebessége (előtolási sebesség), a terhelés növelésének sebessége, a szúrószerszám geometriája (lekerekítési sugara), a szúrószerszám kopása.
Külső tényezők: a szubsztrát és a bevonat a lkotta összetett rendszer tulajdonságai és állapota:a réteg és a szubsztrát anyagi minősége, mechanikai tulajdonságaik, mindenekelőtt a keménység és a Young-féle modulus értéke, a bevonat rétegvastagsága, súrlódási viszonyok, a bevonat és a szubsztrát határfelületének kohéziós viszonyai, amelyet befolyásolhat a szubsztrát bevonatolás előtti előkészítésének módja pl. szennyezők, felületérdesség, a bevonat kristályszerkezeti felépítése, a bevonatolási technológia következtében létrejött maradó-feszültségállapot.
Vizsgálataink eddig döntően kétféle célkitűzést szolgáltak: egyrészt a vizsgálati paraméterek helyes megválasztásának gyakorlatát igyekszünk kellő számú mérés adatainak feldolgozásából nyert ismeretekkel alátámasztani, másrészt különböző bevonatolási technológiák fejlesztéséhez kívánunk összehasonlításra alkalmas információkat biztosítani. Ez utóbbi témacsoportban folyt kutatásokról fontos kiemelni, hogy eltérően az eredetileg tipikus fém szubsztrát/kerámia felületi réteg párosításoktól, gyakori esetként üveg vagy műanyag szubsztrátra felvitt, esetenként rendkívül vékony fémes, illetve festék-rétegek vizsgálatára került sor.
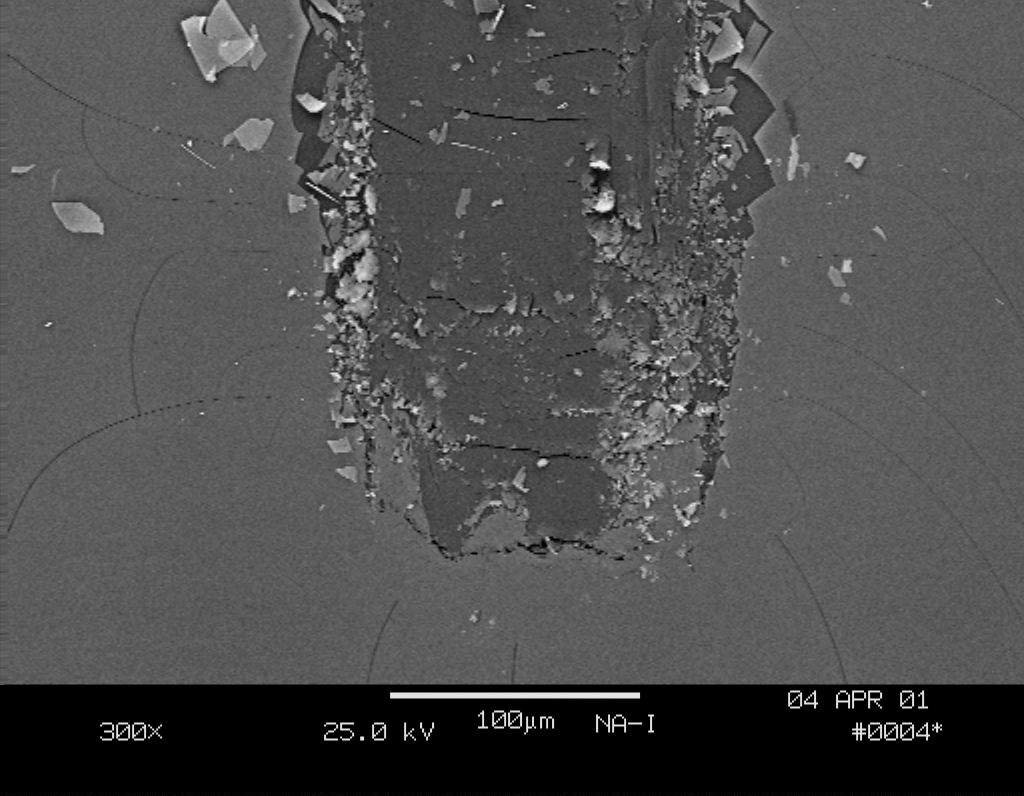
Mindkét témakörben születtek hallgatói feladatok, TDK dolgozatok, diplomatervek és publikációk, ezek közül csak néhány kiemelésre érdemest megemlítve: Nagyszámú méréssel ellenőriztük a vizsgálati technika reprodukálhatóságát és megbízhatóságát [39, 40]. Síküveggyártás, tükörgyártás során a technológia fejlesztéséhez különböző, e technológiai fázisokban egymást követően felvitt fém, illetve festékrétegek tapadási jellemzőit határoztuk meg [ Külföldi partnerekkel együttműködve emberi szervezetbe beépíthető implantátumok céljára, Ti-ötvözetre PLAD eljárással felvitt bioaktív üvegbevonatok tapadási jellemzői és a bevonatolási lézeres eljárás technológiai paraméterei közötti összefüggéseket vizs Műanyagból készült szemüveglencsék bevonatainak vizsgálata során [
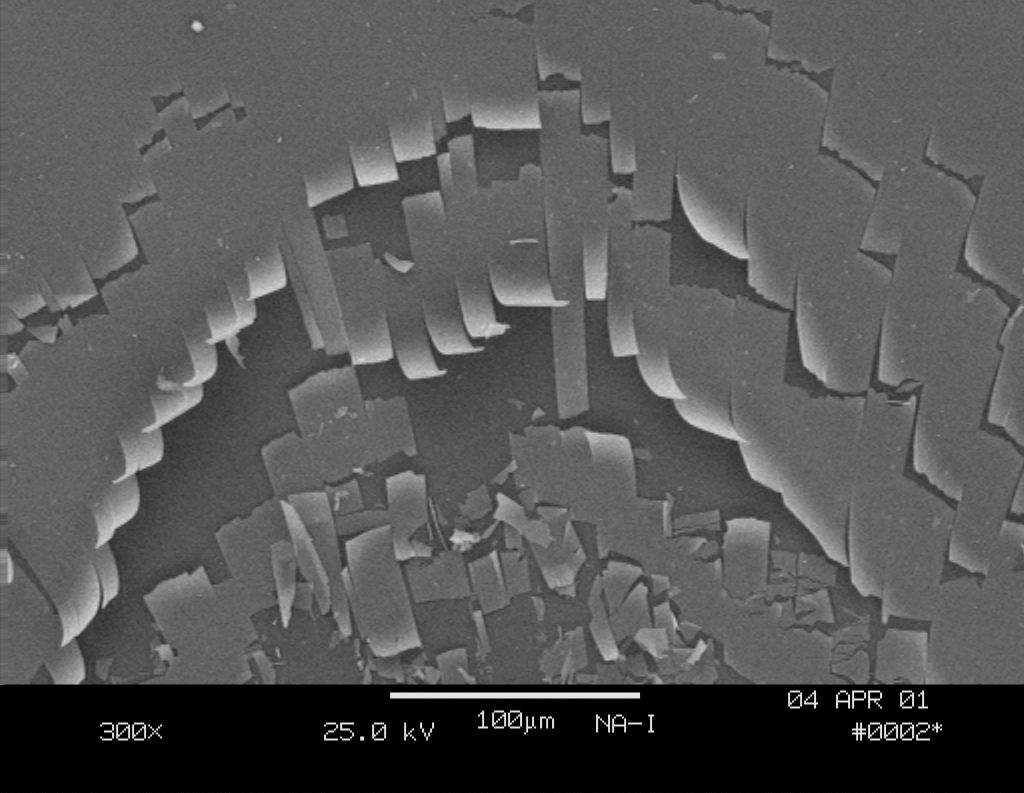
9. ábra Jellegzetes scanning elektronmikroszkópos felvételek műanyag lencse karcvizsgálata során [55]
Az eddig elvégzett vizsgálatok végső soron azt bizonyítják, hogy berendezésünk alkalmas különféle bevonatolási technológiával készített, különféle anyagpárosítású bevonatolt rendszerek adhéziós kötésének vizsgálatára. További kutatási célkitűzéseink közé tartozik, hogy minél szélesebb körben nyerjünk tapasztalatokat a vizsgálati módszer alkalmazhatóságáról különböző szubsztrát/bevonat rendszerek esetén, illetve hogy szisztematikus vizsgálat-sorozatok révén korrekt információkkal rendelkezzünk vizsgálataink megbízhatóságát, reprodukálhatóságát illetően, s a vizsgálati paraméterek körültekintő megválasztásával kiszűrjük a befolyásoló tényezők hatásából eredő hibákat.
4. Összefoglalás A Miskolci Egyetem Mechanikai Technológiai Tanszékén a műszaki polimerekre és kerámiákra vonatkozó kutatások közül jelen cikkünkben néhány hazai ipari probléma megoldása során szerzett tapasztalatainkról számoltunk be. Az említett vizsgálatok legfontosabb megállapításai, következtetései az alábbiak voltak:
* A kis terhelőerővel, (P=9,81N-nal) végzett mikrokeménység vizsgálatok eredménye jó egyezést mutatott a kontroll laboratórium által P=20N terheléssel meghatározott keménységi értékekkel és az irodalomban található adatokkal. Ez különösen fontos az adott anyagon mért eredménynek megbízhatósága, összehasonlíthatósága érdekében. Tapasztalataink összhangban vannak a mikrokeménységmérésre vontkozó azon irodalmi megállapításokkal is, amelyek szerint a mikrokeménység mérés számottevő terhelőerő függése — amely anyagonként eltérő jellegű — elsősorban a 10N alatti terhelési tartományban jellemző. * A kerámiák Vickers lenyomatos törési szívósság vizsgálata, az utóbbi években egyre elterjedtebben használt, gyors egyszerű és költségtakarékos mérési eljárás. Alkalmazásával számos olyan probléma elkerülhető, amely abból adódik, hogy a fémekre korábban kidolgozott, hagyományos vizsgálati módszerek alkalmazása a kerámiák ridegsége, eltérő törési viselkedése miatt mind a próbatestek gyártása, mind a reprodukálható mérés megvalósítása tekintetében csak jelentős többletköltségek révén biztosítható. * Ugyanakkor az így meghatározott anyagjellemző alkalmazásakor tekintetbe kell vennünk, a módszer korlátait, hátrányait is. Az egyik legfontosabb ezek közül a repedéshossz mérés pontossága, amely jelentősen befolyásolja a mért KC értékek pontosságát. A repedéshosszak optikai, illetve scanning elektronmikroszkópos meghatározásakor a vizsgált Si3N4 kerámián a Palmqvist repedéshosszak relatív eltérése kb. 18%-os volt. Kicsiny terhelések (P£~10N) esetén az optikai mikroszkóppal történő repedéshossz mérés a törési szívósság értékének túlbecsléséhez vezethet, ezért ilyenkor a SEM technika alkalmazásával megbízhatóbb anyagi mérőszám biztosítható. * Az eljárás megbízhatóságát befolyásoló másik fontos tényező, hogy az alkalmazható kiértékelő modellek száma rendkívül nagy, amelyek igen változatos értékű empirikus, félempirikus és elméleti úton meghatározott anyagi paramétereket tartalmaznak, ugyanakkor mindössze kétféle idealizált repedési geometriát feltételeznek. * A szívós kerámiákra javasolt háromféle kiértékelő modell analitikai és kísérleti vizsgálata azt igazolta, hogy a hosszmérés hibája a legkevésbé a Niihara, Morena, Hasselman összefüggés eredményét befolyásolja.
A műszaki polimerekre, kerámiákra és bevonatolt rendszerekre vonatkozó vizsgálatok ma már a tanszéki kutatómunka egyre jelentősebb hányadát képviselő feladatok, melyeknek eszközháttere is folyamatosan bővül. Célunk, hogy egyre szélesebb körű mérési tapasztalat megszerzésével mind a személetmód, mind a technikai feltételek vonatkozásában — a fémes anyagokra vonatkozó ismereteinket is hasznosítva — minél komplexebb és megbízhatóbb módon tudjuk jellemezni ezen anyagainkat.
Irodalom
Major, Z.: Műanyagok mechanikai vizsgálata korszerű eszközökkel. Anyagvizsgálók Lapja, 1998/1. p. 8-12. Major, Z.: Az "Essential Work of Fracture" (effektív törésmunka) módszer alkalmazása műanyagok törési jellemzőinek meghatározására. Anyagvizsgálók Lapja, 1999/4. p. 138-140. Lenkeyné Biró Gy., S. Winkler. : A mágneses és elektro-emissziós méréstechnika alkalmazása műszerezett ütővizsgálatnál, Anyagvizsgálók Lapja, 1996/1., p. 16-18. Lenkeyné Biró Gyöngyvér: Ütővizsgálat információtartalma - Hagyományos, műszerezett, Gép, IL. Évf., 1997. 7-8. sz., p. 55-64. Gy. B. Lenkey, Z. Major: Application of electric emission technique for determining the dynamic fracture toughness of polymers, 2nd ESIS TC 4 Conference on Fracture of Polymers, Composites and Adhesives, 13-15 September, 1999., Les Diablerets, pp. 160. Lévay, Gy. B. Lenkey, Z. Major: The effect of loading rate on fracture mechanics characteristics of short glass fibre reinforced polyamide, Journal of Materials Processing Technology, közlésre elfogadott publikáció Marosné Berkes, M.: Kemény polietilén csövek hegesztett kötéseinek vizsgálata, Szakmai jelentés. Miskolc, 1999. október 11. p33. Nagasawa, T. - Fukuzawa, S. -Fülöp, T. - Tisza, M. : Mechanical Analysis of Reprt of Joint Research Project 78/1999., Intergovenmental Co-operation Tisza M., Fülöp T., Rowshan R. : Analysis of Metal Ceramic Interlayers, International Scientific Conference on Competitive Materials, Miskolc-Tapolca, 2000.05.9-11.,Technologies and Products, 133-137. p. Tisza M., Fülöp T., ifj. Tisza M., Magyar Z. : Development of an Inverse Finite Element System for Determination of Material Parameters, Europen Congress on Computational Methods in Sciences and Engineering ECCOMAS 2000, Barcelona, 2000.09.11-14. Marosné Berkes, M. – Kiss, J.: Some experiences of Vickers Indentation Fracture Toughness Measurement on Si3N4 Based Ceramics, microCAD`2000 International Computer Science Conference, Miskolc, Febr. 22-23. 2000. Marosné Berkes, M. – Kiss, J.: Influence of the Crack Length Measurement Technique on the Reliability of the Vickers Indentation Fracture Toughness of a Si3N4 Based Ceramic,” Junior Euromat 2000”, 28. Aug. – 1. Sept., Lausanne, Sialon Kiss J.: Si3N4 alapú kerámiák mechanikai anyagvizsgálatának speciális kérdései, OTDK, Anyagtudomány, anyagvizsgálat II. szekció, Budapest, 2001. ápr.5-7., Kiss J.: Influence of Surface Treatment on Mechanical Behaviour of SiAlON ceramics, Report, 2001. Sept., www.arcs.ac.at/AMTT/reports/reportII-35.pdf Balogh A., - Béres L., – Romvári, P.: Termikus szórás por alakú hozaganyaggal, Gép, 35, 1983, 10. p392-395. Balogh A.: Felrakóhegesztés stellit hozaganyaggal, Gép, 35, 1983, 10. 237-239. Balogh A., - Molnár A.: Szóróhegesztéssel felrakott rétegek kötési szilárdsága,BKL Kohászat. 115., 1982, 1-2. P38-43. Kocsisné Baán, M. – Marosné Berkes, M.: Keramikus anyagok vizsgálatának speciális kérdései, Gépgyártástechnológia, 2000. Aug., XL. pp47-52. Gy. Czél, M. Baán, P. Makk, Cs. Raffay, J. Fancsali, D. Janovszki: Research Scene to Examine Mechanical Strength of Coatings on Metallic Substrate, ISMTII’98, Springer, 1998, p.335-338. Lukács, J.: Repedést tartalmazó hegesztett kötések és szerkezetek megbízhatósága ismétlődő igénybevétel esetén. Tudományos munkásság áttekintő összefoglalása, Miskolc, 1998. p. 1-49. Lukács, J.: A fáradásos repedésterjedés hazai kutatásai. Gép, (49) 1997/7-8. p. 47-54. Lukács, J.: Fáradásos repedésterjedésre érvényes tervezési görbék nemfémes anyagokra; (Fatigue crack propagation limit curves for different non-ferrous materials.) Versenyképes Anyagok, Technológiák és Termékek (VATT) – Nemzetközi Tudományos Konferencia; (Competitive Materials, Technologies and Products (CMTP) – International Scientific Conference), Miskolc, 2000. május 9-11. Ed.: Gömze, A. L. Miskolci Egyetem, Miskolc, 2000. p. 139-145. ISBN 963 611 411 3. Lukács, J.: Fáradásos repedésterjedésre érvényes tervezési görbék nemfémes anyagokra. VII. Országos Törésmechanikai Szeminárium, Miskolc, 2000. október 18-20. CD-ROM, BAY-LOGI, Miskolc, 2000. p. 1-7. Riley, F.L.: Silicon Nitride and Related Materials, J. Am. Ceram. Soc. 83 [2], (2000) p245-265. Arató, P.-Wéber, F.: Szilícium-nitrid alapú kerámiák mechanikai jellemzőinek vizsgálata, Fémkohászat, 133. évf. 3. szám, 2000. március. T. Nishida, T. Shiono, T. Nishikawa: On the Fracture Toughness of Polycrystalline Alumina Measured by SEPB Method, J. Eur. Cer. Soc., 5 379-83, (1989) T. Nose, T. Fujji: Evaluation of Fracture Toghness of Ceramic Materials By Single-Precracked-Beam Method, J. Am. Ceram. Soc. 71 [5], 328-33, (1988) Bar-On, J.T. Beals, G.L. Leatherman, C.M. Murray: Fracture Toughness of Precracked Bend Bars, J. Am. Ceram. Soc. 73 [8], 2519-22, (1990) S.W. Freiman, A. Williams, J.J. Mecholsky, R.W. Rice: Fracture of Si3N4 and SiC, pp824-834 in Ceramic Microstructures 76. Edited by R.M. Fulrath and J.A. Pask, Westview Press, Boulder Co, 1977. J.E. Srawley, B. Gross, ASTM STP601, ed. J.L. Swedlow and M.L. Williams, ASTM Philadelphia, 1976, p559. J.A. Salem, J.L. Shannon Jr.: Fracture Toughness of Si3N4 Measured with Short Bar Chevron Notched Specimens, J. Mater. Sci., 22 321—24, (1987) Merkel, U. Messerschmidt: Fracture Toughness of sintered SiC ceramics: a comparison between different methods, Mat. Sci. Eng, A151, 131-135, (1992) R.F. Krause: J. Am. Ceram. Soc. 71 [5], 338, (1988) B.R. Lawn, A.G. Evans, D.B. Marshall: J. Am. Ceram. Soc. 63 (1980), 574. A.G. Evans, Mater. Sci. Eng., 71 (1985), 3. G. R. Anstis, P. Chantikul, B. R. Lawn, D. B. Marshall: A Critical Evaluation of Indentation Techniques for Measuring Fracture Toughness: I. Direct Crack Measurements, J. Am. Ceram. Soc.: 64 [9] 533-38, (1981) Shetty, D.K., Wright, I.G., Mincer, P.N., Clauer, A.H.: Indentation Fracture of WC-Co cermets, J. Mat. Sci., 20 (1985), 1873-82. Ponton, C. D., Rawlings, R. D.: Vickers Indentation Fracture Toughness Test Part2 – application and critical evaluation of standardised indentation toughness equations, Mater. Sci. Techn., 1989, 5, p961-976. Marosné Berkes, M.: Comparison of Crack Length Measurement by Optical and Scanning Electron Microscopy during Vickers Indentation Fracture Toughness Measurement of Ceramics, International Scientific Conference on Competitive Materials, Technologies and Products, Miskolc, 2000. május 9-11. Ed.: Gömze, A. L. Miskolci Egyetem, Miskolc, 2000. ISBN 963 611 411 3., p55-62. Ponton, C. D., Rawlings, R. D.: Vickers Indentation Fracture Toughness Test Part1 – Review of literature and formulation of standardised indentation toughness equations, Mater. Sci. Techn., 1989, 5, p865-872. Gaál I., Kocsisné B. M., Lukács J., Lenkeyné B. Gy., Marosné B. M., Nagy Gy., Tisza, M.: Anyagvizsgálat, Miskolci Egyetemi Kiadó, Miskolc, 2001. p.1-494. ISBN 963 661 452 0 Ponton, C. D., Rawlings, R. D.: Dependence of the Vickers indentation Fracture Toughness on the surface crack length, Br. Ceram. Trans. J. 88, 1989, p83-90. Arató, P., - Hangos, -Kele, A.,: Modern műszaki kerámiák a gép és vegyipar számára, Korszerű technológiák 87/3, pp10-13. Arató, P. Besenyei, E. Kele, A. Wéber, F., : Mechanical Characteristics and Applications of Sialon Ceramics, International New Business & High- Tech Research Conference 3.-5. September 1989, Jyväskylä, Finland R.J. Saunders, S.J.Bull: The Need for Standardization in Coating Evaluation Techniques, Proc. Surface Modification Technologies V., The Institute of Materials, 1992,p. 659-675. D. Rickerby: Measurement of Coating Adhesion, Metallurgical and Ceramic Protective Coatings, ed. K.H. Stern, Chapman and Hall, 1996, p. 306-333. P.J. Burnett, D.S. Rickerby: The Relationship between Hardness and Scratch Adhesion, Thin Solid Films, 154 (1987) p. 403-416 S.J. Bull, D.S. Rickerby: Failure Modes in Scratch Adhesion Testing: Some Observation, Proc. Surface Modification Technologies III., TMS, 1990, p. 153-169. Benjamin-Weaver: Measurement of adhesion of thin films, Proc. Royal Soc. A254 (1959) s. 163-176. P.A. Steinmann, Y. Tardy, W.E. Hintermann: Adhesion testing by the Scratch Test Method: the Influence of Intrinsic and Extrinsic Parameters on the Critical Load. Thin Solid Films, 154 (1987) p. 333-349 Plavuscsák, J. – Lakatos, L.: A karcvizsgálattal meghatározott mérési eredmények megbízhatósága és befolyásoló tényezői – TDK dolgozat, Miskolci Egyetem, 2000 J. Plavuscsák – L. Lakatos: Investigation of reproducibility and influencing parameters of scratch adhesion tests, Junior EUROMAT’2000, Lausanne, 28.08.-01.09. 2000 Szabados, L.: Síküveggyártás, tükrösítés – Diplomaterv, Miskolci Egyetem, 2000 Czél Gy.- R. Teghil – M. Baán – D. Janovszky - R. Végh: Emberi szervezetbe építhető implantátumok üvegbevonatainak szilárdsági vizsgálata és a bevonatkészítés technológiai fejlesztése – Építőanyag, 2001, (Megjelenés alatt) Nagy Á.: Műanyag lencsék felületi bevonatainak vizsgálata – Diplomaterv, Miskolci Egyetem, 2001.
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||